Notifications

FIRING VARIATIONS
TORCH-FIRING ON COPPER
Liquid enamels, or dry ground enamels applied over adhesives, may be fired with a torch or a combination of torch and kiln. Not only is torch firing of use when no kiln is available, but it also allows the enameling of thin copper to be closely observed and controlled. Ordinarily, only small work is torch-fired, but any size may be attempted if adequate support is provided for it.
When using copper of a thick gauge, you will need an acetylene torch to bring the enamel to full maturity. This rig, without any oxygen hookup, will supply an intense heat and is obtainable at welding suppliers. Tell your dealer the size of the area you intend to fire so that he can supply you with the proper valves, hose length, and torch tips. Be sure to obtain a copy of precautions, as acetylene can be dangerous if misused. This torch can be used for thin copper, only if the flame is kept low enough.
A small propane hand torch can also be used, excellent for firing thin copper and is easily found in hardware stores. Instructions are supplied and tips and gas tank refills are kept in stock.
A pair of tongs, or long-nosed pliers and asbestos gloves will also be needed. Wear protective goggles or glasses. Enamels rarely fly off in torch firing but on the chance they might, this precaution is advised. A light colored pair of inexpensive sunglasses will work temporarily if nothing else is on hand; try to find shatterproof lenses.
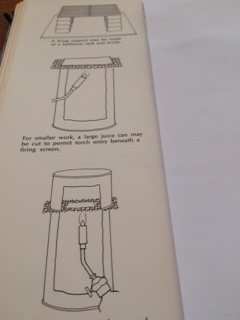
A firing support may be made of a barbecue rack and bricks, or a firing screen may be placed on the open top of a large juice can which has a window cut into it to permit torch entry below the screen. A shallower can may be placed over the rack to keep the heat from escaping. An inverted tripod can be a good support, and a structure may be devised with a coat hanger wire. You can protect the work area near the torch with an asbestos board wich also provides a convenient place to put the piece immediately after it is fired. Play the torch under the enamel coated metal unti the desired effects appear.
Torch-firing will often warp larger copper pieces, so for anything other than small forms, an abstract shape adapts best to this kind of firing. Thin gauge or foil copper with very thin coats of enamel can often be manipulated after firing, by pressing or by lightly hammering the surface (which should be covered by a cloth padding) to restore shape to the form. If cracks appear in a thick coat, they can be healed in a brief kiln-firing. Thin pieces of copper are not counter-enameled for torch firing. Cut and pierced copper foil having weak stress points should be supported by a firing rack.
Torch-firing will often bring up dark, surface discolorations in the copper. These can be ued as accents or they can be chased to the edge of the work by movement of the torch under the metal just in back of the spot. Transparents sometimes will be opaque, and opaques may turn transparent, depending on how the heat is applied. These changes, peculiar to torch-firing are among the reasons you may wish to pursue this technique.
TORCH LUSTERS
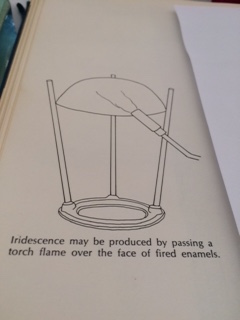
Iridescence may be produced by passing a torch flmae over the face of fired enamels. A small propane torch works well for most torch lusters and it is not as hazardous as acetylene. (Be sure to read the instructions and precautions provided with any torch). Tests may be run on tiles (20 B & S gauge or thinner) before serious work is begun. Try passing a flame over black, opaque red, and trqansparent blues and browns, after they have been fired. Delicate gold and silver lusters emerge as the heat is held close and then pulled away.
Small objects may be preheated by placing them enamel-side up on a tripod, or on a firing mesh supported in some improvised way and passing a propane torch underneath them. The torch can then be passed over the top surface to produce the lusters. For larger work, which cannot be preheated with the small flame, apply the torch to the surface immediately after the piece has been removed from the kiln and is still hot. This may cause warping so several attempts may have to be made while the proedure is worked out. Reheat the piece each time in the kiln.
Crazing may occur, but this usually is shallow and does not mean the enamel will fall off. These surface fractures may also add to textural interest, and they can be intensified by rubbing paint (oil or acrylic) into them when the enamel is cool.
The extent of the luster can be controlled within the area of the flame's contact with the enamel and a bit beyond. On large pieces, it is necessry either to use a torch tip which spreads the flame over a wide area, or to consider the use of the luster as an accent alone. Torch lusters may be used with raku-firing to increase lustered effects in special areas. Torch lusters sometimes will survive acid baths quite well, but test a small space first. Refiring a torch luster will cause it to disappear. If the first torch luster is not as you wish it to be, refire the work briefly in a kiln and repeat the torch procedure to bring out another lustered surface.
TORCH-FIRING SOFT WHITE ENAMEL
Torch-firing soft white enamel on thin copper or foil produces the most startling and varied effects possible with that color. If you play the torch underneath the sifted enamel in an irregular pattern, the white will produce pinks, greens, blues, and purple-golds. These changes, determined by varying amount of heat reaching the enamel, are difficult to predict or control; the procedure, therefore, adapts best to random designs or mosaic patterns on cut pieces of copper.
Sift a thin coat of soft white onto the copper, which is not counter-enameled. Apply the torch to produce an intense heat under one area of the enameled copper, and then hold the torch far below the copper surface for white accents and pale blues. The colors will intensify with cooling.
If you are not satisfied with the coloration, fire the piece again, or add more soft white and then re-fire. If you are unable to bring about any change in color, the coat of soft white may be too thick. If a full variety of colors does not develop, the batch of white you have may be limited to turning only green-gold.
Opaque red and orange will also develop variations when torch-fired and the thickness or irregularity of the sifted coat will accenturate the tones. Generally, orange and red will do more than produce gold, browns and black. Practice on test tiles to learn how to keep the heat moving where you want it, at the most effective distance beneath the work.
If the torch is played beneath the copper while the adhesive is still wet, the enamel will often sputter, explode, and jump but not dangerously so). This can be a particulary good way to alleviate the monotony of a large surface. If you wish to increase this exploding quality, drip water (or a water-based, non-inflammable adhesive solution) continually onto the enamel while fusing it to the metal.
HIGH FIRING: Soft Opaques & Directly Applied Transparents
Firing any enamel at the highest point of its normal fusing temperature may produce changes. These are particularly evident in soft opaques, especially soft white. The characteristics of soft-fusing white may vary according to the source, and sometimes, even within the supply of a single manufacturer. Depending upon these characteristics, when soft white is fired high it will turn to greens and golds and be either opalescent or entirely transparent. For these effects the enamel should be applied thinly. If it starts to turn dark, the color may be restored to some degree by firing a thin sifting of soft-fusing flux over it. For a play of colors, sift the flux irregularly.
Transparents applied directly to copper may show bright depths of color with high-firing. Try starting tests at 1550F, (843C) for medium-fusing transparents, to find the heat that gives the best color when the enamel is applied to the copper without a first coat of fired flux. Trasparent yellow, deep blue, sapphire and smoky gray are exceptionally adaptable to direct application. They can be overlaid on enameled pieces that have bare copper areas, such as light-colored sgraffitos, thrown enamels or firescale patterns.
If an imperfection appears in the high-fired transparent, or if the coat burns thin, do not apply flux as a healing agent. Instead, use a sparing amount of the original color. A high-fired transparent is so clear and brilliant that flux will stand out as a spot. If a number of imperfections have appeared, soft -fusing flux can then be used very thinly all over the piece to integrate these into the design in a prolonged firing. Applied to the edges the flux will also take care of possible slippage during such a firing.
Slippage of a low-firing color in a composition during high or repeated firings in the kiln can create pleasing effects and can be used to improve a work that is perhaps too tightly controlled or visually unexciting. Apply soft flux or soft white over the composition and fire the work at 1500F (816C) to 1600F (871C) for 4-6 minutes. Remove the piece and if it has not slipped, or if it has spots that have burned bare and black, apply more flux (over adhesive) and fire the work again, until the spots have healed or the design has slipped. On flat surfaces, dry enamel may be dusted over work hot from the kiln, without adhesive, for immediate refiring, if no areas are bare and shedding firescale.